
Avancerad tillverkning och energibesparing och utsläppsminskning har ett allt mer akut behov av avancerade processer. När det gäller industriell ytbehandling finns det ett akut behov av en omfattande uppgradering av teknik och processer. Traditionella industriella rengöringsprocesser, såsom mekanisk friktionsrengöring, kemisk korrosionsrengöring, stark stötrengöring, högfrekvent ultraljudsrengöring, har inte bara långa rengöringscykler, utan är svåra att automatisera, har skadliga effekter på miljön och lyckas inte uppnå önskad rengöringseffekt. Den kan inte tillgodose behoven av finbearbetning.

Men med de allt mer framträdande motsättningarna mellan miljöskydd, hög effektivitet och hög precision, utmanas traditionella industriella rengöringsmetoder kraftigt. Samtidigt har olika rengöringstekniker som är gynnsamma för miljöskydd och lämpliga för delar inom området ultrafinishing dykt upp, och laserrengöringsteknik är en av dem.
Laserrengöringskoncept
Laserrengöring är en teknik som använder en fokuserad laser för att verka på ytan av ett material för att snabbt förånga eller skala bort föroreningarna på ytan, för att rengöra ytan av materialet. Jämfört med olika traditionella fysiska eller kemiska rengöringsmetoder har laserrengöring egenskaperna ingen kontakt, inga förbrukningsvaror, ingen förorening, hög precision, inga skador eller små skador, och är ett idealiskt val för en ny generation av industriell rengöringsteknik.
Arbetsprincip för laserrengöringsmaskin
Principen omlaserrengöringsmaskinär mer komplicerat och kan innefatta både fysikaliska och kemiska processer. I många fall är fysikaliska processer huvudprocessen, åtföljd av vissa kemiska reaktioner. Huvudprocesserna kan klassificeras i tre kategorier, inklusive förgasningsprocess, chockprocess och oscillationsprocess.
Förgasningsprocess
När högenergilasern bestrålas på materialets yta absorberar ytan laserenergin och omvandlar den till intern energi, så att yttemperaturen stiger snabbt och når över materialets förångningstemperatur, så att föroreningarna blir separeras från materialets yta i form av ånga. Selektiv förångning inträffar vanligtvis när absorptionshastigheten för laserljus av ytföroreningar är betydligt högre än substratets. Ett typiskt applikationsfall är rengöring av smuts på stenytor. Som visas i figuren nedan har föroreningarna på stenens yta en stark absorption av lasern och förångas snabbt. När föroreningarna avlägsnas och lasern bestrålas på stenytan är absorptionen svag, mer laserenergi sprids av stenytan, temperaturförändringen på stenytan är liten och stenytan skyddas mot skador.
En typisk kemikaliebaserad process uppstår när en laser i det ultravioletta bandet används för att rengöra organiska föroreningar, vilket kallas laserablation. Ultravioletta lasrar har korta våglängder och hög fotonenergi. KrF-excimerlasrar har till exempel en våglängd på 248 nm och fotonenergi så hög som 5 eV, vilket är 40 gånger högre än CO2-laserfotonenergi (0,12 eV). En sådan hög fotonenergi är tillräckligt för att förstöra molekylära bindningar av organiskt material, så att CC, CH, CO, etc. i organiska föroreningar bryts efter att ha absorberat laserns fotonenergi, vilket resulterar i pyrolysförgasning och avlägsnande från ytan.
Chockprocess
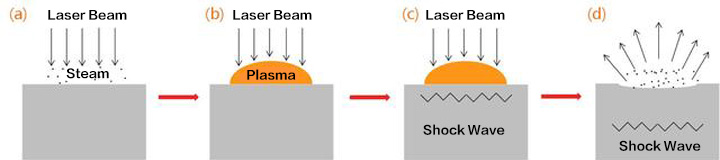
Chockprocessen är en serie reaktioner som sker under interaktionen mellan lasern och materialet, och då bildas en stötvåg på materialets yta. Under påverkan av stötvågen bryts ytföroreningarna upp och blir till damm eller skräp som skalas av ytan. Det finns många mekanismer som orsakar stötvågor, inklusive plasma, ånga och snabb termisk expansion och sammandragning. Med hjälp av plasmachockvågor som exempel är det möjligt att kortfattat förstå hur chockprocessen vid laserrengöring tar bort ytföroreningar. Med användning av lasrar med ultrakort pulsbredd (ns) och ultrahög toppeffekt (107–1010 W/cm2) kommer yttemperaturen fortfarande att stiga kraftigt även om ytan absorberar lasern lätt och når förångningstemperaturen omedelbart. Ovan, ångan som bildas ovanför materialets yta, som visas i (a) i följande figur. Ångans temperatur kan nå 104 – 105 K, vilket kan jonisera själva ångan eller den omgivande luften för att bilda ett plasma. Plasman kommer att blockera lasern från att nå materialets yta, och förångningen av materialets yta kan upphöra, men plasman kommer att fortsätta att absorbera laserenergin och temperaturen kommer att fortsätta att stiga och bilda ett lokaliserat tillstånd av ultrahög temperatur och högt tryck, vilket ger momentana 1-100 kbar på materialets yta. Stöten överförs gradvis till insidan av materialet, som visas i figurerna (b) och (c) nedan. Under påverkan av stötvågen bryts ytföroreningarna upp till små damm, partiklar eller fragment. När lasern flyttas bort från bestrålningspositionen försvinner plasman och ett negativt tryck genereras lokalt, och partiklar eller skräp av föroreningar avlägsnas från ytan, som visas i figur (d) nedan.
Oscillationsprocess
Under inverkan av korta pulser är materialets uppvärmnings- och kylningsprocesser extremt snabba. Eftersom olika material har olika värmeutvidgningskoefficienter kommer ytföroreningarna och substratet att genomgå högfrekvent termisk expansion och sammandragning av olika grader under bestrålningen av kortpulslaser, vilket resulterar i oscillation, vilket gör att föroreningarna skalar av ytan på materialet. Under denna exfolieringsprocess kan det hända att materialet inte förångas och att plasma inte genereras. Istället förstör skjuvkraften som bildas vid gränsytan mellan föroreningen och substratet under inverkan av oscillation bindningen mellan föroreningen och substratet. . Studier har visat att när laserns infallsvinkel ökas något, kan kontakten mellan lasern och partikelkontaminationen och substratgränssnittet ökas, tröskeln för laserrengöring kan minskas, oscillationseffekten är mer uppenbar, och rengöringseffektiviteten är högre. Infallsvinkeln bör dock inte vara för stor. En för stor infallsvinkel kommer att minska energitätheten som verkar på materialets yta och försvaga laserns rengöringsförmåga.
Industriella tillämpningar av laserrengöringsmedel
Mögelindustri
Laserrengöraren kan realisera den beröringsfria rengöringen av formen, vilket är mycket säkert för formens yta, kan säkerställa dess noggrannhet och kan rengöra de submikrona smutspartiklarna som inte kan avlägsnas med traditionella rengöringsmetoder, så som för att uppnå verkligt föroreningsfri, effektiv och högkvalitativ rengöring.
Precisionsinstrumentindustri
Precisionsmaskinindustrin behöver ofta ta bort estrar och mineraloljor som används för smörjning och korrosionsbeständighet från delar, vanligtvis kemiskt, och kemisk rengöring lämnar ofta rester. Laseravesterifiering kan helt ta bort estrar och mineraloljor utan att skada ytan på delarna. Lasern främjar den explosiva förgasningen av det tunna oxidskiktet på ytan av delen för att bilda en stötvåg, vilket resulterar i avlägsnande av föroreningar snarare än mekanisk interaktion.
Järnvägsindustrin
För närvarande använder all försvetsrengöring av räls rengöring av slipskivor och slipband, vilket orsakar allvarliga skador på underlaget och allvarlig restspänning och förbrukar mycket förbrukningsvaror från slipskivor varje år, vilket är kostsamt och orsakar allvarliga skador. dammförorening till miljön. Laserrengöring kan ge högkvalitativ och effektiv grön rengöringsteknik för mitt lands höghastighetsjärnvägsläggningsproduktion, lösa ovanstående problem, eliminera svetsdefekter som sömlösa rälshål och gråa fläckar och förbättra stabiliteten och säkerheten i mitt lands höga - drift av snabbjärnvägar.
Flygindustrin
Ytan på flygplanet behöver målas om efter en viss tid, men den ursprungliga gamla färgen måste tas bort helt innan målning. Kemisk blötläggning/avtorkning är den huvudsakliga färgborttagningsmetoden inom flygområdet. Denna metod resulterar i en stor mängd kemiskt hjälpavfall, och det är omöjligt att uppnå lokalt underhåll och färgborttagning. Denna process är tung arbetsbelastning och skadlig för hälsan. Laserrengöring möjliggör högkvalitativ borttagning av färg på flygplans hudytor och är lätt att automatisera för produktion. För närvarande har laserrengöringstekniken använts för underhåll av vissa avancerade modeller.
Fartygsindustrin
För närvarande använder förproduktionsrengöringen av fartyg huvudsakligen sandblästringsmetoden. Sandblästringsmetoden har orsakat allvarliga dammföroreningar i den omgivande miljön och har successivt förbjudits, vilket har lett till att fartygstillverkarna har minskat eller till och med ställt in produktionen. Laserrengöringsteknik kommer att ge en grön och föroreningsfri rengöringslösning för korrosionsskyddssprutning på fartygsytor.
Vapen
Laserrengöringsteknik har använts i stor utsträckning vid vapenunderhåll. Laserrengöringssystemet kan ta bort rost och föroreningar effektivt och snabbt och kan välja rengöringsdelen för att förverkliga rengöringens automatisering. Med laserrengöring är inte bara renheten högre än den kemiska rengöringsprocessen, utan har nästan ingen skada på föremålets yta. Genom att ställa in olika parametrar kan laserrengöringsmaskinen också bilda en tät oxidskyddsfilm eller metallsmältande skikt på ytan av metallföremål för att förbättra ythållfastheten och korrosionsbeständigheten. Avfallet som tas bort av lasern förorenar i princip inte miljön, och det kan även köras på långa avstånd, vilket effektivt minskar skadorna på operatörens hälsa.
Byggnads exteriör
Allt fler skyskrapor byggs och städproblemet med att bygga ytterväggar har blivit allt mer framträdande. Laserrengöringssystemet rengör byggnaders ytterväggar väl genom optiska fibrer. Lösningen med en maximal längd på 70 meter kan effektivt rengöra olika föroreningar på olika stenar, metaller och glas, och dess effektivitet är mycket högre än den för konventionell rengöring. Den kan också ta bort svarta fläckar och fläckar från olika stenar i byggnader. Rengöringstestet av laserrengöringssystemet på byggnader och stenmonument visar att laserrengöring har en god effekt för att skydda utseendet på gamla byggnader.
Elektronikindustrin
Elektronikindustrin använder lasrar för att ta bort oxider: Elektronikindustrin kräver högprecisionsdekontaminering och laserdeoxidation är särskilt lämplig. Komponentstift måste deoxideras noggrant innan lödning av kortet för att säkerställa optimal elektrisk kontakt och stiften får inte skadas under dekontamineringsprocessen. Laserrengöring kan uppfylla kraven för användning, och effektiviteten är mycket hög, och endast en laserbestrålning krävs för varje nål.
Kärnkraftverk
Laserrengöringssystem används också vid rengöring av reaktorrör i kärnkraftverk. Den använder en optisk fiber för att införa en laserstråle med hög effekt i reaktorn för att direkt ta bort radioaktivt damm, och det rengjorda materialet är lätt att rengöra. Och eftersom den drivs på avstånd kan personalens säkerhet garanteras.
Sammanfattning
Dagens avancerade tillverkningsindustri har blivit den högsta höjden av internationell konkurrens. Som ett avancerat system inom lasertillverkning har laserrengöringsmaskinen stor potential för tillämpningsvärde inom industriell utveckling. En kraftfull utveckling av laserrengöringsteknik har mycket viktig strategisk betydelse för ekonomisk och social utveckling.